
服務(wù)熱線
13702918602


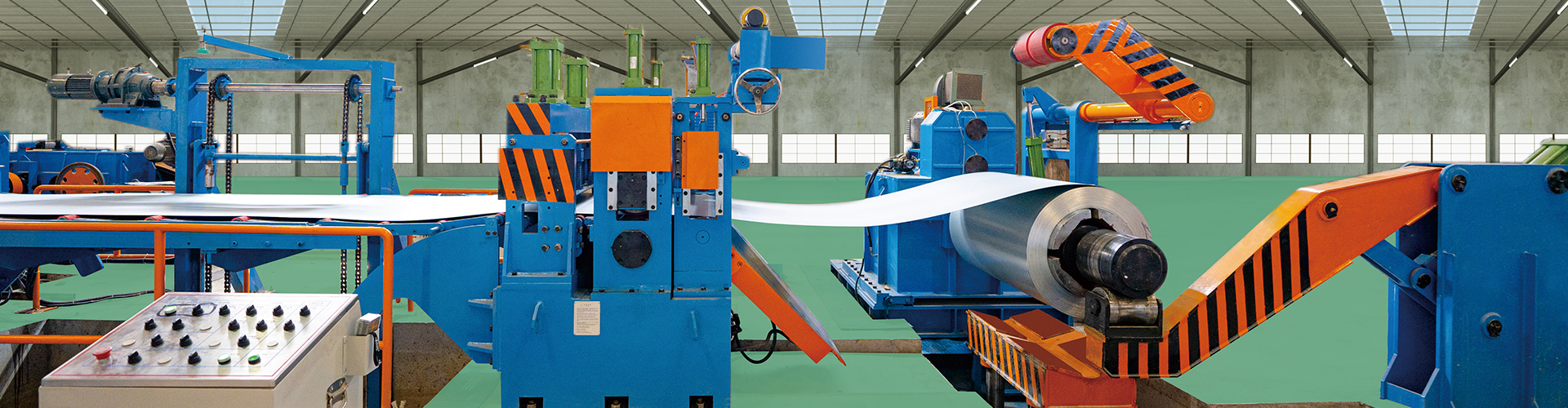




今天,整平機(jī)廠家要將整平機(jī)進(jìn)行細(xì)分化,整平機(jī)廠家將從整平機(jī)厚度和整平精度出發(fā)可以分為:
1.據(jù)整平機(jī)厚度:厚板整平機(jī),薄板整平機(jī),標(biāo)準(zhǔn)型整平機(jī);
2.據(jù)整平材料精度:分為普通型整平機(jī),精密型整平機(jī),超精密型整平機(jī)。
5.如果鋼筋的長(zhǎng)度小于2米或直徑大于9毫米,那么我們就要低速操作。
6.完成作業(yè)后,要將調(diào)直塊回到原來的位置。






1.先剪一段長(zhǎng)約1.5米的整平機(jī)調(diào)試所需材料。
2.矯正整平前材料弧度凸起的方向分歧,送至整平機(jī)(即內(nèi)側(cè)向下,外側(cè)向上)。
3.整平機(jī)出來后,材料弧度兩端向上向下時(shí),應(yīng)調(diào)整整平調(diào)整手輪,使上整平滾輪向上升。
4.當(dāng)整平機(jī)出來的材料呈波浪形時(shí),應(yīng)調(diào)整平整手輪,(1)使上整平滾輪上升(2)前后滾輪陽歷過大,應(yīng)適當(dāng)調(diào)整。 整平機(jī)的材料厚度范圍是: 0.3-1.2mm 之間,如果要用這款整平機(jī)來整平0.3mm以下的材料且整平度要求比較高的,那肯定就不能達(dá)到整平的效果了。整平.上滾簡(jiǎn)就不能破壞材料的應(yīng)力不能整平材料,標(biāo)準(zhǔn)整平機(jī)滾筒排列都是上排滾簡(jiǎn)是單數(shù),但有也專為沖壓產(chǎn)品要求下入式進(jìn)料訂做的整平機(jī),這時(shí)如果上入料進(jìn)料就不能整平了,再將四個(gè)整平調(diào)節(jié)手柄一致向下旋緊,一邊拉動(dòng)原材料,直到原材料比較難拉動(dòng)為止。
整平機(jī)的材料厚度范圍是: 0.3-1.2mm 之間,如果要用這款整平機(jī)來整平0.3mm以下的材料且整平度要求比較高的,那肯定就不能達(dá)到整平的效果了。整平.上滾簡(jiǎn)就不能破壞材料的應(yīng)力不能整平材料,標(biāo)準(zhǔn)整平機(jī)滾筒排列都是上排滾簡(jiǎn)是單數(shù),但有也專為沖壓產(chǎn)品要求下入式進(jìn)料訂做的整平機(jī),這時(shí)如果上入料進(jìn)料就不能整平了,再將四個(gè)整平調(diào)節(jié)手柄一致向下旋緊,一邊拉動(dòng)原材料,直到原材料比較難拉動(dòng)為止。
掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com